Patent application title: Preparation of Cured in Place Liner Using Resin Impregnation Tower
Inventors:
Franklin Thomas Driver (St. Charles, MO, US)
Weiping Wang (Ballwin, MO, US)
IPC8 Class: AB05C312FI
USPC Class:
118423
Class name: Coating apparatus immersion or work-confined pool type with means for moving work through, into or out of pool
Publication date: 2009-02-12
Patent application number: 20090038546
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Preparation of Cured in Place Liner Using Resin Impregnation Tower
Inventors:
Franklin Thomas Driver
Weiping Wang
Agents:
Michael I. Wolfson;Greenberg Traurig, LLP
Assignees:
Origin: NEW YORK, NY US
IPC8 Class: AB05C312FI
USPC Class:
118423
Abstract:
A method of continuously impregnating a resin impregnable cured in place
liner in a resin impregnation tower is provided. A cured in place liner
having at least one layer of resin impregnable material is fed into the
top of the tower, drawn down about a roller at the bottom, removed from
the top of the tower and then wrapped with an outer impermeable coating.
The tower is filled with resin at a suitable height to provide a
sufficient pressure head of resin to impregnate the resin impregnable
material fully. The impregnated liner is suitable for inversion or the
pull-in-and-inflate method of installation. For liners formed with an
inner impermeable layer, the liner is suitable for curing with steam.Claims:
1. A system for preparation of a fully impregnated cured in place liner
having at least one layer of a resin impregnable material in tubular form
and an outer impermeable coating, comprisinga vertical column having an
upper portion open to the atmosphere and a lower portion with an enclosed
bottom, filled with a thermosetting resin at a height to provide a
pressure head of resin sufficient to wet-out and impregnate the resin
impregnable material in tubular form being fed into the upper portion of
the column through the resin to the lower portion of the column and up
through the resin to be removed from the upper portion of the column;a
supply holder for holding a length of an impermeable material;a tubular
former having an open inlet end and an open outlet end;a sealing section
for feeding a length of impermeable material to the inlet end of the
tubular former;forming the length of impermeable material into a tube
about the tubular former; andpulling means for withdrawing the
impregnated inner tubular member with the tubular impermeable material
wrapped thereon from the outlet end of the tubular former.
2. The system of claim I, wherein the column is at least five feet in height.
3. The system of claim 1, including a roller mounted in the lower portion of the column at a resin depth sufficient to impregnate the impregnable material for changing direction of the tubular material as the resin impregnable material passes through the resin in the column.
4. The system of claim 1, including at least one pulling roller mounted at the top of the column for facilitating feeding the resin impregnable material into the upper portion of the column.
5. The system of claim 1, including pulling means for facilitating withdrawal of the impregnable material exiting the column.
6. The system of claim 1, including calibration means for controlling the amount of resin in the impregnated tubular material as it exits the column.
7. The system of claim 1, wherein the calibration means is a pair of calibration rollers.
8. The system of claim 1, wherein the sealing section seals the length of impermeable material into a tube as the impregnable material moves from the inlet end to the outlet end of the tubular former and envelops the inner tubular member.
9. A system for preparation of a fully impregnated cured in place liner having at least one layer of a resin impregnable material and an inner impermeable layer in tubular form and an outer impermeable coating, comprisinga vertical column having an upper portion open to the atmosphere and a lower portion with an enclosed bottom, filled with a thermosetting resin at a height to provide a pressure head of resin sufficient to wet-out and impregnate the resin impregnable material in tubular form being fed into the upper portion of the column through the resin to the lower portion of the column and up through the resin to be removed from the upper portion of the column;a supply holder for holding a length of an impermeable material;a tubular former having an open inlet end and an open outlet end;a sealing section for feeding a length of impermeable material to the inlet end of the tubular former;forming the length of impermeable material into a tube about the tubular former; andpulling means for withdrawing the impregnated inner tubular member with the tubular impermeable material wrapped thereon from the outlet end of the tubular former.
10. The system of claim 9, wherein the column is at least five feet in height.
11. The system of claim 9, including a roller mounted in the lower portion of the column at a resin depth sufficient to impregnate the impregnable material for changing direction of the tubular material as the resin impregnable material passes through the resin in the column.
12. The system of claim 9, including at least one pulling roller mounted at the top of the column for facilitating feeding the resin impregnable material into the upper portion of the column.
13. The system of claim 9, including pulling means for facilitating withdrawal of the impregnable material exiting the column.
14. The system of claim 9, including calibration means for controlling the amount of resin in the impregnated tubular material as it exits the column.
15. The system of claim 9, wherein the calibration means is a pair of calibration rollers.
16. The system of claim 9, wherein the sealing section seals the length of impermeable material into a tube as the impermeable material moves from the inlet end to the outlet end of the tubular former and envelops the inner tubular member.
Description:
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001]This application is a divisional application of co-pending application Ser. No. 11/354,720, filed on Feb. 15, 2006, that is a divisional application of application Ser. No. 10/704,461, filed on Nov. 7, 2003, now U.S. Pat. No. 7,238,251.
BACKGROUND OF THE INVENTION
[0002]This invention relates to cured in place liners for trenchless rehabilitation of existing conduits and pipelines, and more particularly to a method for the continuous preparation of cured in place liners using an impregnation tower and continuously wrapping with an outer impermeable layer for the trenchless rehabilitation of existing conduits.
[0003]It is generally well known that existing conduits and pipelines, particularly underground pipes, such as sanitary sewer pipes, storm sewer pipes, water lines and gas lines that are employed for conducting fluids frequently require repair due to fluid leakage. The leakage may be inward from the environment into the interior or conducting portion of the pipelines. Alternatively, the leakage may be outward from the conducting portion of the pipeline into the surrounding environment. In either case of infiltration or exfultration, it is desirable to avoid this type of leakage.
[0004]The leakage in the existing conduit may be due to improper installation of the original pipeline, or deterioration of the pipe itself due to normal aging, or the effects of conveying corrosive or abrasive material. Cracks at, or near pipe joints may be due to environment conditions such as earthquakes, or the movement of large vehicles on the overhead surface, or similar natural or man-made vibrations, or other such causes. Regardless of the cause, such leakages are undesirable and may result in waste of the fluid being conveyed within the pipeline, or result in damage to the surrounding environment and possible creation of dangerous public health hazards. If the leakage continues it can lead to structural failure of the existing conduit due to loss of soil and side support of the conduit.
[0005]Because of ever increasing labor and machinery costs, it is increasingly more difficult and less economical to repair underground pipes or portions that may be leaking by digging up the existing pipe and replacing the pipe with a new one. As a result, various methods have been devised for the in place repair or rehabilitation of existing pipelines. These new methods avoid the expense and hazards associated with digging up and replacing the pipe or pipe sections, as well as the significant inconvenience to the public during construction. One of the most successful pipeline repair or trenchless rehabilitation processes that is currently in wide use is called the Insituform® Process. The Insituform Process is described in detail in U.S. Pat. No. 4,009,063, No. 4,064,211 and No. 4,135,958, the contents of which are all incorporated herein by reference.
[0006]In the standard practice of the Insituform Process an elongated flexible tubular liner of a felt fabric, foam or similar resin impregnable material with an outer impermeable coating that has been impregnated with a thermosetting curable resin is installed within the existing pipeline. In the most widely practiced embodiment of that process, the liner is installed utilizing an eversion process, as described in the '211 and '958 Insituform patents. In the eversion process, radial pressure applied to the interior of an everted liner presses it against and into engagement with the inner surface of the pipeline as the liner unfolds along the length of the pipeline. The Insituform Process is also practiced by pulling a resin impregnated liner into the conduit by a rope or cable and using a separate fluid impermeable inflation bladder or tube that is everted within the liner to cause the liner to cure against the inner wall of the existing pipeline. Such resin impregnated liners are generally referred to as "cured-in-place-pipes" or "CIPP liners" and the installation is referred to a CIPP installation.
[0007]Conventional cured in place flexible tubular liners for both the eversion and pull-in-and-inflate CIPP installations have an outer smooth layer of relatively flexible, substantially impermeable polymer coating in its initial state. The outer coating allows a resin to be impregnated into the inner layer of resin impregnable material, such as felt. When everted, this impermeable layer ends up on the inside of the liner with the resin impregnated layer against the wall of the existing pipeline. As the flexible liner is installed in place within the pipeline, the pipeline is pressurized from within, preferably utilizing an eversion fluid, such as water or air to force the liner radially outwardly to engage and conform to the interior surface of the existing pipeline. Cure of the resin is initiated by introduction of hot curing fluid, such as water into the everted liner through a recirculation hose attached to the end of the everting liner. The resin impregnated into the impregnable material then cures to form a hard, tight fitting rigid pipe lining within the existing pipeline. The new liner effectively seals any cracks and repairs any pipe section or pipe joint deterioration in order to prevent further leakage either into or out of the existing pipeline. The cured resin also serves to strengthen the existing pipeline wall so as to provide added structural support for the surrounding environment.
[0008]When tubular cured in place liners are installed by the pull-in-and-inflate method, the liner is impregnated with resin in the same manner as in the eversion process and pulled into and positioned within the existing pipeline in a collapsed state. In a typical installation, a downtube, inflation pipe or conduit having an elbow at the lower end is positioned within an existing manhole or access point and an everting bladder is passed through the downtube, opened up and cuffed back over the mouth of the horizontal portion of the elbow and inserted into the collapsed liner. The collapsed liner within the existing conduit is then positioned over and secured to the cuffed back end of the inflation bladder. An everting fluid, such as water, is then fed into the downtube and the water pressure causes the inflation bladder to push out of the horizontal portion of the elbow and cause the collapsed liner to expand against the interior surface of the existing conduit. The eversion of the inflation bladder continues until the bladder reaches and extends into the downstream manhole or second access point. At this time the liner pressed against the interior surface of the existing conduit is allow to cure. Cure is initiated by introduction of hot curing water introduced into the inflation bladder in much the same manner as the recirculation line tied to the end of the everting bladder to cause the resin in the impregnated layer to cure.
[0009]After the resin in the liner cures, the inflation bladder may be removed or left in place in the cured liner. Both the pull-in and inflate method as well as the eversion method typically require man-access to restricted manhole space on several occasions during the process. For example, man-access is required to secure the everting liner or bladder to the end of the elbow and insert it into the collapsed liner.
[0010]Regardless of how the liner is to be installed a curable thermosetting resin is impregnated into the resin absorbent layers of a liner by a process referred to as "wet out." The wet-out process generally involves injecting resin into resin absorbent layers through an end or an opening formed in the outer impermeable film, drawing a vacuum and passing the impregnated liner through nip rollers as is well known in the lining art. A wide variety of resins may be used, such as polyester, vinyl esters, epoxy resins and the like, which may be modified as desired. It is preferable to utilize a resin which is relatively stable at room temperature, but which cures readily when heated with air, steam or hot water, or subjected to appropriate radiation, such as ultra-violet light.
[0011]One such procedure for wetting out a liner by vacuum impregnation is described in Insituform U.S. Pat. No. 4,366,012. When the liner has inner and outer impermeable layers, the tubular liner may be supplied flat and slits formed on opposite sides of the flattened liner and resin injected and on both sides as described in the '063 Patent. Another apparatus for wetting out at the time of installation while drawing a vacuum at the trailing end of the liner is shown in U.S. Pat. No. 4,182,262. The contents of each of these patents are incorporated herein by reference.
[0012]Recent efforts have been made to modify the pull-in and inflate method to utilize air to evert a bladder into the pulled-in liner from a proximal access point. When the everting bladder reaches the distal access point, steam is introduced into the proximal access point to initiate cure of the resin impregnated layer. This process offers the advantage of faster cure due to the increased energy carried by the steam as the curing fluid. However, the process still requires eversion of a bladder into the pulled-in impregnated liner. Efforts to avoid this step of everting the bladder into the pulled-in liner include performing the eversion step above ground. For example, in U.S. Pat. No. 6,270,289, the process includes everting a calibration hose into a flat-lying lining hose above ground prior to pulling the hose assembly into the existing conduit. This process avoids the eversion below grade, but is severely limited into the length of lining that can be laid out above ground prior to pulling-in.
[0013]A further suggestion to avoid this eversion is to manufacture a liner having an inner coating and an outer coating so that a curing fluid can be introduced directly into a pulled-in liner. The disadvantages here involves the difficulty faced when trying to impregnate the resin impregnable material disposed between the inner and outer impermeable coatings. The outer coating remains essential for handling the impregnated liner and to allow the liner to be pulled into the existing conduit and the inner coating is desired to allow for curing with the steam.
[0014]Notwithstanding the modifications to both the eversion and pull-in and inflate trenchless rehabilitation methods, both processes are labor intensive, require an eversion step and suffer from the increased costs associated with this. Accordingly, it is desirable to provide a method and apparatus for continuously impregnating a cured in place liner that is to be wrapped with an outer impermeable layer.
SUMMARY OF THE INVENTION
[0015]Generally speaking, in accordance with the invention, a non-pressurized resin impregnation tower for impregnating a cured in place liner suitable for pull-in and inflate rehabilitation of existing pipelines is provided. The impregnation tower is constructed to have a sufficient resin head to impregnate the resin impregnable material passing therethrough. A continuous length of the resin impregnable material in a tubular shape is pulled directly over a roller at the top of the tower and pulled down through the resin in tower and under a roller in the base of the tower and then up through the tower to calibration rollers at the top as it exits. The wet-out tube is then wrapped with an outer resin impermeable layer and sealed. The outer layer may be simply heat sealed using a thermal bond or taped. This outer seal merely encapsulates the resin impregnated material but should have sufficient strength to withstand handling and abrasion as the liner is transported and then pulled into the existing conduit.
[0016]The resin impregnable material can be formed into a tube and sealed in a variety of ways. This includes conventional heat bonding and taping, sewing and taping or sealing with an extruded material. In one embodiment, the liner may have an impermeable layer on the inside that may be bonded to the impregnable material. This liner may be formed about a forming device with the impermeable layer on the outside, sealed in one of the conventional manners and then everted continuously through the forming device. The outer layer is now the resin absorbent layer or layers that are impregnated and wrapped with an impermeable polymeric layer to contain the resin and allow for storage and pulling the impregnated liner into the existing conduit. The inner layer should be one that is impermeable to and resistant to the high temperatures of the curing fluid.
[0017]Accordingly, it is an object of the invention to provide an improved method of cured-in-place rehabilitation of existing pipelines.
[0018]Another object of the invention is to provide an improved apparatus for impregnation of a liner for cured in place rehabilitation of an existing pipeline.
[0019]A further object of the invention is to provide an apparatus for impregnating a resin impregnable liner having an inner impermeable layer suitable for trenchless rehabilitation of existing pipelines.
[0020]Yet another object of the invention is to provide an improved method of manufacture of a resin impregnated cured in place liner having an outer impermeable coating or wrapping in continuous lengths without use of vacuum.
[0021]Yet a further object of the invention is to provide a method of impregnating a cured in place liner for pull-in and inflate trenchless pipeline installation.
[0022]Still a further object of the invention is to provide a method of manufacturing a resin impregnated cured in place liner having an inner impermeable layer and an outer impermeable wrapping.
[0023]Still another object of the invention is to provide a method of manufacturing a resin impregnated cured in place liner having an integral inner impermeable layer and an outer impermeable wrapping.
[0024]Still other objects and advantages of the invention will in part be obvious and will in part be apparent from the specification.
[0025]The invention accordingly comprises the several steps and the relation of one or more of such steps with respect to each of the others, the apparatuses embodying features of construction, combinations and arrangement of parts that are adapted to effect such steps, and the products that possess the characteristics, features, properties, and the relation of components, which are exemplified in the following detailed disclosure, and the scope of the invention will be indicated in the claims.
BRIEF DESCRIPTION OF THE DRAWINGS
[0026]For a fuller understanding of the invention, reference is had to the following description taken in connection with the accompanying drawing(s), in which:
[0027]FIG. 1 is a perspective view of a length of a typical resin impregnable cured in place liner suitable for use in lining an existing pipeline of the type generally in use today and well known in the art;
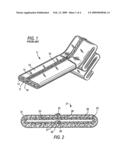
[0028]FIG. 2 is a cross-section view of a cured in place liner having inner and outer impermeable layers constructed and arranged in accordance with the invention;
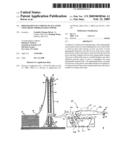
[0029]FIG. 3 is a schematic view of the apparatus used for preparing the inner portion of the liner having an outer felt layer with an inner high temperature polymeric layer used in connection with preparation of the cured in place liner of FIG. 2;
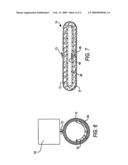
[0030]FIG. 4 is a cross-sectional view showing the structure of the inner portion of the liner produced by the apparatus of FIG. 3 before being impregnated in accordance with the invention;
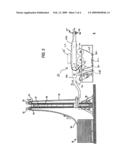
[0031]FIG. 5 is a schematic in elevation showing a resin impregnation tower and tube sealing and wrapping apparatus for applying an outer impermeable layer constructed and arranged in accordance with the invention;
[0032]FIG. 6 is a cross-section of the edge sealer in the tube sealing and wrapping apparatus taken along line 6-6 of FIG. 5; and
[0033]FIG. 7 is a cross-sectional view of the impregnated liner prepared by the apparatus of FIG. 5.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0034]A resin impregnated cured in place liner prepared in accordance with the invention has an inner and outer impermeable lining so that it can be installed by the pull-in-and-inflate method and inflated and cured with a heated fluid without the use of an inflation bladder. The liner has inner and outer impermeable polymer coatings or layers and is prepared in continuous lengths. It is impregnated without use of vacuum as it is assembled in view of the increased effort necessary to impregnate a flattened liner having a resin absorbent material between an inner and an outer impermeable layer using convention vacuum impregnation technology.
[0035]This increased effort is evidenced by the process suggested in U.S. Pat. No. 6,270,289. Here, above ground a calibration hose is inverted into a flat-lying impregnated lining hose, or an impregnated lining hose is inverted into a tubular film using compressed air. In this case, the length of the lining hose approximates the length of the underground conduit to be lined. The inversion of one tube inside the other requires an unobstructed length equal to the length of the longest layer. If the two layers had not been previously impregnated, it would be necessary to inject resin between the layers on both sides of the lay flat tubes in order to provide adequate impregnation. This is a difficult and inefficient way to impregnate lining tubes. Thus, not only is the length restricted, but also the impregnation is extremely difficult.
[0036]FIG. 1 illustrates a flexible cured in place liner 11 of the type generally in use today and well known in the art. Liner 11 is formed from at least one layer of a flexible resin impregnable material, such as a felt layer 12 having an outer impermeable polymer film layer 13. Felt layer 12 and outer polymer layer 13 are stitched along a seam line 14 to form a tubular liner. A compatible thermoplastic film in a form of a tape or extruded material 16 is placed on or extruded over seam line 14 in order to ensure the impermeability of liner 11. In the embodiment illustrated in FIG. 1 and used throughout this description, liner 11 includes an inner tube of a second felt layer 17 also stitched along a seam line 18 positioned at a point in the tube other than the location of seam line 14 in outer felt layer 12. Outer felt layer 12 with polymer layer 13 is then formed around inner tubular layer 17. After impregnation liner 11 in a continuous length is stored in a refrigeration unit to suppress premature cure of the resin. Liner 11 is then cut to a desired length after being pulled into the existing pipeline, or is cut prior to being everted into the existing pipeline.
[0037]Liner 11 of the type illustrated in FIG. 1 is impermeable to water and air. This will allow use in an air or water eversion as described above. However, in a pull in and inflate installation in accordance with the invention, the outer coating on the liner need only be sufficiently impermeable to allow for easy handling and retention of resin and to prevent damage to the liner as it is pulled into the existing pipeline.
[0038]For larger liner diameters, several layers of felt or resin impregnable material may be used. Felt layers 12 and 17 may be natural or synthetic flexible resin absorbable material, such as polyester, acrylic, polypropylene, or inorganic fibers such as glass and carbon. Alternatively, the resin absorbent material may be a foam. Impermeable coating 13 on outer impregnable layer 12 may be a polyolefin, such as polyethylene or polypropylene, a vinyl polymer, such as polyvinyl chloride, or a polyurethane as is well known in the art. Any form of sewing, adhesive bonding or flame bonding, or any other convenient means can be used to join the material into tubes. In the initial step in all trenchless rehabilitation installations, the existing pipeline is prepared by cleaning and videotaping.
[0039]Referring now to FIG. 2, a cured in place liner 21 prepared in accordance with the invention is shown in cross-section. Liner 21 is constructed in similar fashion to convention liner 11, but includes an inner tubular member with an inner impermeable layer 22 that has a thin felt or resin impregnable layer 23 bonded thereto. Inner felt layer 23 with impermeable layer 22 has been sewn along a seam line 24 by a row of stitches 26 and sealed with a tape 27 applied over stitches 26. An outer felt layer 28 is wrapped about inner thin felt layer 23 and formed into a tube by stitches 29. Finally, an outer layer or wrapping 31 is disposed about outer felt layer 28.
[0040]By providing a liner having both inner and outer impermeable layers, it is not necessary to evert the liner during installation or evert an inflation bladder after the liner has been pulled into the existing conduit. Thus, significant saving in labor cost at the time of installation are available. It also allows for use of a heated curing fluid such as steam to cure the resin. In such case all the heated fluids are introduced into the liner below ground level to provide a safer work environment.
[0041]Felt layers 23 and 28 may be impregnated in the usual manner using vacuum. Alternatively, felt layers 23 and 28 are first impregnated with resin and then an outer impermeable wrapping 31 is applied. This avoids the difficulty with impregnating a finished liner having felt layers between an inner and outer impermeable layer. In U.S. Pat. No. 4,009,063, Eric Wood proposed injecting resin in the felt layer using needles inserted into opposite sides of a flattened constructed liner. This operation requires cutting and patching needle holes in the outer coating. The vacuum impregnation process taught in U.S. Pat. No. 4,366,012 would not be suitable unless the vacuum is drawn on both sides as the inner coating is a barrier to resin flow in a liner with inner and outer coating. In order to overcome these impregnation difficulties, liner 21 is manufactured from endless rolls of flat coated felt and plain felt and continuously impregnated prior to application of outer wrapping 31.
[0042]While felt layers 23 and 28 in FIG. 2 are formed into tubes by stitching and/or taping, any of the conventionally known methods for forming felt or other resin impregnable material into tubes is suitable. For example, tubes can be formed by use of various glues or adhesives as well as flame bonding. Tape may be applied to inner impermeable layer 22 on inner felt layer 23 by applying an adhesive strip or extruding a layer of polymeric material in order to seal the butted edges of the felt material and the holes formed during a sewing operation.
[0043]Referring now to FIG. 3, a method for continuously forming a length of a tube of resin impregnable material with a sealed inner layer of impermeable material is shown. A roll of coated felt 36 having an endless length of felt 37 with an impermeable layer 38 is fed over a directional roller 39 in flat form with coated side facing roller 39, to a tube-forming device 41.
[0044]Tube forming device 41 includes a tubular support frame 42 and a seaming device 43 that may be a sewing and taping machine, gluing machine or flame bonding apparatus. Felt 37 with impermeable layer 38 facing roller 39 is fed in the direction of an arrow A to the proximal end of tube forming device 41 where it is wrapped around support frame 42 and seamed into a tube 44 along a seam line 46 with felt 37 on the inside and impermeable layer 38 on the outside. Tube 44 then passes a taping device 47 where a tape 48 is placed over seam line 46 to form an impermeable coated taped tube member 45.
[0045]Taped tube member 45 then continues to travel along tubular support frame 42 to an inverter ring 49 at the distal end of support frame 42. Taped tube member 45 is then everted into tubular support frame 42 so that impermeable layer 38 is now on the inside of tube 45 as it is withdrawn from the proximal end of tubular support frame 42 along a line defined by an arrow B. At this point everted tube 45 has the structure illustrated in cross-section in FIG. 4 with impermeable layer 38 on the inside of tube 45 and felt layer 37 on the outside. Tube 45 then continues to travel in the direction of arrow B for the addition of one or more plain felt layers. Tube 45 is then stored for further use, wrapped with an outer impermeable coating, or may be passed directly to a resin impregnation step as shown on FIG. 5 prior to final wrapping.
[0046]FIG. 5 illustrates in schematic the impregnation of a supply 51 of tubular member 45. Here, tube 45 is pulled by a pair of rubber covered pulling rollers 52 and 53 into an open top resin tower 54 filled to a predetermined level with a curable thermoset resin 57 to form an impregnated or wet-out tube 55. Tube 45 passes over roller 53 and down the full height of tower 54 to a bottom roller 59 that turns tube 45 in an upward direction to a pair of compression rollers 61 and 62. Tower 54 is about six to fourteen feet in height, but can be any height sufficient to provide a pressure head sufficient to wet out and impregnate the impregnable layer of tube 45. The height necessary to provide sufficient head to impregnate the impregnable material is dependent on the viscosity of the resin, the thickness of the impregnable material and the speed of feed through the tower. At this time, impregnated tube 55 exiting tower 54 is ready for final wrapping with an outer impermeable coating.
[0047]Impregnated tube 55 exiting open top tower 54 in the direction of an arrow D is fed into inlet end 68a of forming pipe 64 in the direction of an arrow D' and is enveloped by film tube 72. A wrapped wet-out tube 74 including wet-out tube 55 and everted film tube 72 is pulled out outlet end 64b of former pipe 64 and fed to a refrigerated truck for storage and shipment to an installation site.
[0048]Also illustrated in FIG. 5 is a film wrapping and sealing station 63 that includes a former pipe 64 having an inlet end 64a and an outlet end 64b and an edge sealer 65 positioned above the mid-section of former pipe 64. A roll 66 of a resin impermeable film material 67 that is to be wrapped about impregnated tube 55 as it is fed into former pipe 64. Resin impermeable film material 67 is fed from roll 66 about a series of direction rollers 68a-e and pulled by a pair of drive rollers 69a and 69b as film 67 is fed over rollers 70a-d to a former pipe 64. A deflector 71 at inlet end 64a directs film 67 about former pipe 64 prior to being fed into edge sealer 65 to form film 66 into a tube 72 with an edge seal 73 extending outwardly therefrom. Tube 72 of impermeable material moving along former pipe 64 is pulled in a direction indicated by an arrow E to outlet end 64b of former pipe 64 whereupon tube 72 is continuously fed onto impregnated tube 55 and pulled in the opposite direction indicated by an arrow F.
[0049]Referring to FIG. 7, a cross-sectional view through sealer 65 and former pipe 64 along line 6-6 in FIG. 5 is shown. Sealer 65 forms edge seal 73 in film tube 72 as film tube 72 passes over the outside of former pipe 64 and is pulled from outlet end 64b of former pipe 64 by a pair of drive rollers 79 and 80. Outer impermeable film 72 may be applied prior to or after wet-out. In the case where this is prior to wet out, tube 45 prepared as shown in FIG. 3 is fed directly to tube forming assembly 63 in FIG. 5 and provides liner 74 shown in cross-section in FIG. 7. In this case resin impregnable material 37 is not impregnated.
[0050]Once at the installation site, impregnated tube 74 or 86 having inner impermeable layer 38 and outer impermeable wrapping 72 is ready for installation by the pull-in-and-inflate method. This method is fully described in U.S. Pat. No. 4,009,063, the contents of which are incorporated herein by reference. In the case of installation by the pull-in-and-inflate method of impregnated liner 74, a separate eversion bladder is not necessary to inflate the liner due to the presence of inner impermeable layer 38. By proper selection of materials for inner impermeable layer 38, such as polypropylene, curing can be done with steam introduced into the liner 74 or 86 once in position in the existing conduit.
[0051]When the liner does not have inner impermeable layer 38, and is wrapped with outer impermeable wrapping 72, installation may be done by the conventional eversion method as described in U.S. Pat. No. 4,064,211. Alternatively, such a liner may also be installed using an inflation bladder as described in U.S. Pat. No. 6,539,979 B1 and U.S. Pat. No. 6,708,728 B2, the contents of which are incorporated herein by reference as discussed therein, after the resin in the liner cures, the inflation bladder may be removed or left in place in the cured liner. If the inflation bladder is to be left in place, the bladder will generally be one that has a relatively thin resin impregnable layer on the inside of the impermeable outer layer. In this case, the impregnable layer after eversion will cause the bladder to adhere to the resin impregnable layer of the liner as is well known in the art.
[0052]The processes and apparatuses described herein provide a convenient means to prepare a cured in place liner having both inner and outer impermeable layers. An impregnation tower as illustrated in FIG. 5 readily provides a method to impregnate a resin impregnable tube having an inner impermeable layer before an outer impermeable layer is applied.
[0053]The tube prepared in apparatus shown in FIG. 5 avoids the need to impregnate cured in place liners utilizing vacuum or high pressure techniques which are cumbersome to use in view of the desire to impregnate in a continuous fashion.
[0054]It will thus be seen that the objects set forth above, among those made apparent from the preceding description, are efficiently attained and, since certain changes may be made in carrying out the above process, in the described product, and in the construction(s) set forth without departing from the spirit and scope of the invention, it is intended that all matter contained in the above description and shown in the accompanying drawing(s) shall be interpreted as illustrative and not in a limiting sense.
[0055]It is also to be understood that the following claims are intended to cover all of the generic and specific features of the invention herein described and all statements of the scope of the invention which, as a matter of language, might be said to fall therebetween.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-10-24 | Apparatus for producing polycrystalline silicon |
| 2013-10-17 | Carousel reactor for multi-station, sequential processing systems |
| 2013-10-17 | Vapour chamber and substrate processing equipment using same |
| 2013-10-24 | Gas reclamation and abatement system for high volume epitaxial silicon deposition system |
| 2013-10-17 | Apparatus for coloring coding a tool bit |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-06-09 | Electroless plating apparatus |
| 2014-03-27 | System for the treatment of objects, in particular the cataphoretic dip painting of objects, in particular vehicle bodies |
| 2014-03-13 | Treatment tank for wood articles |
| 2014-02-27 | Surface treating apparatus |
| 2013-10-03 | Seed treating device |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2014-07-10 | Railcar handbrake wheel |
| 2014-06-26 | Brake beam paddle caps |
| 2014-04-24 | Coupler knuckle pin |
| Top Inventors for class "Coating apparatus" | |
| Rank | Inventor's name |
|---|---|
| 1 | Shao-Kai Pei |
| 2 | John M. White |
| 3 | Soo Young Choi |
| 4 | David K. Carlson |
| 5 | Robin L. Tiner |