Patent application title: METHOD FOR PRODUCING A COATING WITH IMPROVED ADHESION
Inventors:
Andrew E. Fisk (Philadelphia, PA, US)
Andrew E. Fisk (Philadelphia, PA, US)
IPC8 Class: AC23C1831FI
USPC Class:
427250
Class name: Coating processes coating by vapor, gas, or smoke metal coating
Publication date: 2008-12-04
Patent application number: 20080299309
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: METHOD FOR PRODUCING A COATING WITH IMPROVED ADHESION
Inventors:
Andrew E. Fisk
Agents:
FOX ROTHSCHILD, LLP;Pittsburgh
Assignees:
Origin: PHILADELPHIA, PA US
IPC8 Class: AC23C1831FI
USPC Class:
427250
Abstract:
A method of producing a coating for a medical device having high surface
area and low porosity. The coating is formed by a PVD process in which a
primary metallic component is deposited in the presence of a secondary
reactive component in a high energy environment such that surface
diffusion and intermixing can occur prior to the solidification of the
condensate. The resulting coating consists of a zone 2 microstructure
having a [1,1,1] crystal orientation, which provides a surface having
well-defined pyramidal-shaped structures formed thereon.Claims:
1. A method for producing a coating on a substrate comprising the steps
of:a. providing a primary metallic componentb. providing a secondary
reactive component;c. raising the temperature of said substrate such that
deposited atoms of said primary metallic component diffuse on the surface
of said substrate and intermix with surface atoms prior to solidifying
and such that deposited atoms of said secondary reactive component react
with atoms of said primary metallic component prior to solidifying;d.
wherein the reaction of said primary metallic component and said
secondary reactive component results in surface having pyramidal or
tetragonal crystal structures defined thereon.
2. The method of claim 1 wherein said surface crystals have a predominantly [1,1,1] structure.
3. The method of claim 2 wherein said coating is formed by a physical vapor deposition process.
4. The method of claim 3 wherein the target in said physical vapor deposition process is composed of said primary metallic component and wherein said secondary reactive component is introduced with an inert gas to form a plasma consisting of ions of said inert gas and said secondary reactive component.
5. The method of claim 1 wherein said secondary reactive component is introduced with an inert gas to form a plasma during said physical vapor deposition process.
6. The method of claim 1 wherein said primary metallic component is selected from the group consisting of Ti, Ta, Nb, Hf, Zr, Au, Pt, Pd and W.
7. The method of claim 1 wherein said secondary reactive component is selected from a group consisting of nitrogen, oxygen and carbon.
8. The method of claim 1 wherein an inert gas is introduced without said secondary constituent to allow an intermix layer to form, said intermix layer being composed of intermixed atoms of said substrate and said primary metallic component, and further wherein said secondary reactive component is introduced after said intermix layer is thick enough such that the surface is composed primarily of atoms of said primary metallic component.
9. The method of claim 1 wherein said secondary reactive component is introduced with an inert gas in a flow ratio of approximately 1:1 to 1.25:1.
10. The method of claim 1 wherein two or more secondary reactive constituents are used, selected from a group consisting of nitrogen, oxygen and carbon.
11. The method of claim 1 wherein the temperature of said substrate is raised to between 20% and 50% of the melting point of said primary metallic component.
12. The method of claim 11 wherein the temperature of said substrate is raised to approximately 25% of the melting point of said primary metallic component.
13. The method of claim 1 wherein said coating is grown to a minimum thickness of approximately 2.5 microns.
14. The method of claim 4 wherein said target is arranged with respect to said substrate such that a percentage of atoms of said primary metallic component strike the surface at a normal angle or at an angle approaching a normal angle.
15. The method of claim 14 where multiple targets of said primary metallic component are used.
16. The method of claim 15 wherein said multiple targets tire arranged in a circular pattern with said substrate at the center.
17. A method for producing a coating on a substrate using a physical vapor deposition comprising the steps of:a. providing one or more targets composed of a primary metallic componentb. raising the temperature of said substrate to between 20% and 50% of the melting point of said primary metallic component;c. positioning said one or more targets with respect to said substrate such that a percentage of atoms of said primary component reach said substrate at a normal angle;d. mixing a secondary reactive component with an inert gas to form a plasma;e. wherein said primary metallic component, and said secondary reactive component react to form a surface having pyramidal or tetragonal crystals defined thereon.
18. The method of claim 17 wherein said primary metallic component is allowed to condense on said substrate in the absence of said secondary reactive component to form an intermix layer wherein the atoms of said primary metallic component an the atoms of said substrate are intermixed, and further wherein said secondary reactive component is introduced after the formation of said intermix layer.
19. The method of claim 18 wherein said secondary reactive component and said inert gas are introduced in an approximate 1.1 ratio.
20. A coating for an implantable medical electrode comprising a zone 2 microstructure composed of a primary metallic component and a secondary reactive component, said surface having crystals with a [1,1,1] structure defined thereon.
21. The coating of claim 20 wherein said coating is a nitride of an element selected from the group consisting of Ti, Ta, Nb, Hf, Zr, Au, Ft, Pd and W.
22. The coating of claim 20 further comprising an intermix layer formed between the surface of said electrode and said coating, said intermix layer composed primarily of said primary metallic component intermixed at the surface of said electrode with atoms of the material of which said electrode is composed.
Description:
FIELD OF THE INVENTION
[0001]This invention relates generally to coatings for medical, devices, and, in particular, to coatings for devices intended to be permanently implanted into the human body.
BACKGROUND OF THE INVENTION
[0002]Active implantable devices are typically electrodes used for the stimulation of tissue or the sensing of electrical bio-rhythms. Typically, the electrical performance of implantable electrodes can be enhanced by applying a coating to the external surfaces which are in contact with tissues inside the body. It is known that the application of a high surface area or highly porous coating to an implantable electrode increases the double layer capacitance of the electrode and reduces the after-potential polarization, thereby increasing device battery life, or allowing for lower capture thresholds and improved sensing of certain electrical signals, such as R and P waves.
[0003]Such coatings, in addition to a having a large surface area and being biocompatible and corrosion resistant in bodily fluids, must strongly adhere to the substrate (the electrode surface) and have good abrasion resistance, showing no signs of flaking during post-coating assembly and use. Adhesion of an electrode coating is of critical interest since the flaking of a coating during implant can cause infection and flaking of the coating post-implant can cause a sudden increase in the charge required to stimulate tissue.
[0004]Coatings having large surface areas are produced as porous deposits having morphologies described as columnar or cauliflower in structure. Such coatings may be deposited on the surface of the electrode by any means well known in the art, such as by physical vapor deposition or sputtering. It is known in the prior art that a decrease in the energy of the system during the deposition of the coating will inhibit the surface mobility of the deposited material and therefore increase the porosity. This porosity is a function of the physical shadowing which occurs as a result of the coating species condensing upon arrival at the surface rather then being mobile on the surface and nucleating new sites between already formed nucleation sites.
[0005]The presently known method for producing a coating having a high porosity is dependent on decreasing the surface mobility of the condensing material and is accomplished by reducing the energy at the surface. This can be accomplished several ways. The deposition pressure can be increased, thereby increasing the number of atomic collisions and reducing the energy of the coating flux. The angle of incidence of coating flux can be decreased, such that the nucleating material does not impart excess energy to the surface, which would increase surface mobility. Lastly, the substrate temperature can be decreased, which also results in a decrease in surface mobility.
[0006]Often the method to produce a porous coating for medical implantable electrodes calls for a combination of two or more of the aforementioned methods. All of the methods have the effect of reducing the overall energy in the system, so that limited surface diffusion takes place. By limiting the surface diffusion, the depositing species condenses quickly on the surface, forming new nucleation sites, which causes an increase in porosity. This type of coating is therefore characterized by highly open, fibrous, dendrite grains with a poorly resolved inner structure.
[0007]Because of this structure, porous coatings are generally brittle, exhibit poor abrasion resistance and have an adhesive strength much lower then that normally expected from the chemical bond formed during vacuum processing.
[0008]The desirable characteristics of the coating, those being high double layer capacitance of the electrode and a low after-potential polarization effect, are enhanced when the surface area of the coating is increased. Although having a porous surface is one way to increase surface area, the undesirable result of a brittle coating having poor adhesion strength and abrasion resistance is obtained. It would therefore be advantageous to be able to produce a coating having a high surface area without the drawbacks of the prior art porous coatings, while still retaining the desirable characteristics.
SUMMARY OF THE INVENTION
[0009]The present invention meets these objectives by disclosing a process for producing a coating which enhances the electrical and mechanical performance of an implantable medical electrode while mitigating the undesirable effects associated with prior art porous surfaces.
[0010]During the coating process, the substrate is held at a temperature which allows surface diffusion prior to the solidification of the coating condensate. This tends to result in larger or more diffuse nucleation sites, or may eliminate the nucleation sites in some instances. The surface diffusion also promotes an intermix layer where the electrode base material is in alloy or solid solution with the metallic constituent of the condensate.
[0011]In the preferred method, the substrate temperature is held between approximately 20% and 40% of the melting point of the metallic coating species. This elevated temperature promotes diffusion and intermixing of the materials.
[0012]The presence of surface diffusion has a beneficial effect on adhesion. Because the metallic coating constituent is diffusing with the substrate, the bonding between the substrate and the coating consists of a intermixed diffusion layer. This is in contrast to the bonding in the current art where there is limited surface diffusion and therefore no diffusion layer.
[0013]The presence of surface diffusion also has a beneficial effect on abrasion resistance, because the newly deposited condensate is allowed to diffuse into the condensate which has already been deposited. This diffusion also tends to limit the number of nucleation sites within the coating and promotes the growth of continuous columns of condensate. These continuous columns promote good abrasion resistance, especially when compared to porous coatings of the current art having multiple nucleation sites within the coating thickness.
[0014]A second aspect of the invention involves the surface of the coating, which has pyramidal or tetragonal, structures formed thereon, thereby providing an extremely high surface area, but with reduced porosity. A crystal, structure direction which results in tins structure must be thermodynamically preferred. For the cubic systems, this crystal direction is [1,1,1], however the [1,1,1] direction is not commonly thermodynamically preferred at temperatures above 20% of the melting point of the metallic coating species.
[0015]Therefore, to promote the growth of the [1,1,1] structure, a secondary constituent which is reactive with the metallic constituent is added to the process. The addition of the secondary reactive constituent to die coating process results in a loss of energy during the surface diffusion process. As the metallic constituent is condensing, the high surface diffusion energy allows the secondary reactive constituent to diffuse into the metallic constituent, reducing the overall energy. The reduction in energy resulting from the secondary diffusion of the reactive constituent promotes the growth of the [1,1,1] crystal texture.
[0016]Another aspect of the invention involves the angle at which the plasma flux strikes the surface of the device. For pyramidal or tetragonal structures of the desired shape to be formed, it is necessary that the plasma flux strike the surface at a very low angle, that is the plasma flux should be coming in normal to the surface of the device. On areas of the surface of a device where the plasma flux strikes the surface at an oblique angle, pyramidal or tetragonal structures having flattened tops are more likely to be formed, which will degrade the capacitive performance of the device.
[0017]To promote the growth of the coating of the present invention on devices of complex shape, it is therefore necessary to use a cylindrical target during the PVD process to ensure that all surfaces of the device receive plasma flux which is striking that surface on a perpendicular. Although all areas of the device will also have plasma flux striking at an oblique angle, the flux striking at an oblique angle tends to have less energy that that striking on a perpendicular, and therefore has more of an effect on the formation of the desired surface features.
DESCRIPTION OF THE DRAWINGS
[0018]FIG. 1 is a typical prior art coating applied at a normal angle to the surface.
[0019]FIG. 2 is a typical prior art coating applied at an oblique angle to the surface.
[0020]FIG. 3a shows a schematic of a PVD apparatus having a flat target.
[0021]FIG. 3b shows a schematic of a PVD apparatus having a cylindrical target.
[0022]FIG. 4 is a coating applied according to one embodiment of the present invention.
[0023]FIG. 5 is a coating applied according to the preferred embodiment of the present invention.
[0024]FIG. 6 is a cross sectional view of a coating applied according to the preferred embodiment of the present invention.
[0025]FIG. 7 is a graph showing capacitance for various trial coating a described herein.
[0026]FIG. 8 is a graph: showing after-potential polarization for various trial coatings described herein.
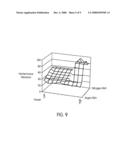
[0027]FIG. 9 is a graph showing the optimal performance parameters for obtaining the coating described herein.
DETAILED DESCRIPTION OF THE INVENTION
[0028]The present invention realizes a performance advantage over typical prior art coatings by achieving a densely packed highly oriented crystalline structure resulting in pyramidal or tetragonal features being exposed on the surface of the coating.
[0029]The method of this invention is best practiced using any one of a number of deposition processes, which can generally be described as physical vapor deposition processes, for the deposition of the coating. Various types of physical vapor deposition processes well know in the art include, but are not necessarily limited to magnetron sputtering, cathodic arc, ion beam assisted PVD and LASER ablation PVD, any of which could be used to form the coating described herein. The method of the preferred embodiment is magnetron sputtering.
[0030]The coating of the present invention is preferably formed using a primary metallic constituent and secondary reactive constituent which will combine with the metallic constituent to promote the growth of a [1,1,1] crystal structure. In the preferred embodiment, the primary metallic constituent is titanium, and the secondary reactive constituent is nitrogen, which forms a titanium nitride coating, in the preferred embodiment, approximately 90% plus of the surface of the coating was found to have the desired [1,1,1] crystal structure, evidenced by the formation of well-defined pyramidal-shaped or tetragonal-shaped structures on the surface. The remainder of the surface is composed of crystals having other structures, such as [2,0,0] which results in flat-topped columns, as shown in FIG. 2. It has been found that acceptable electrical characteristics can be obtained with surfaces having as low as 80% [1,1,1] crystal structure on the surface of the coating.
[0031]It has been found that the highest quality surfaces are obtained when the flow ratio of the secondary reactive constituent to the inert gas is approximately 1:1. However, acceptable surfaces have been obtained when the ratio is as high as 1.25:1, providing a mixture rich in the secondary reactive constituent. It is also possible to use multiple secondary reactive constituents by utilizing various combinations of nitrogen, oxygen and carbon during the deposition process.
[0032]The coating of the present invention is formed by first selecting a substrate temperature such that 0.2≦Td/Tm≦0.5 where Td is the temperature of the substrate and Tm is the melting point of the primary metallic constituent of the coating. The temperature range described results in a microstructure, known as a Zone 2 microstructure, having a defined columnar structure in which the width of the column is consistent throughout the condensate. This structure can clearly be seen in FIG. 6. The surface has an energy high enough to allow some diffusion of the condensate prior to solidification, as well as intermixing of the substrate material and the primary metallic constituent. This surface diffusion allows the material to grow in a preferred crystal orientation and crystal growth is the primary contributor to the structure. As Td/Tm, increases, nucleation sites decrease and the amount of surface diffusion increases, which results in decreased inter-columnar porosity.
[0033]To achieve the desired temperature Td such that the ratio of Td/Tm is in the proper range, power in the deposition system is increased until the proper substrate temperature is achieved. It has been found that a quality surface forms when Td/Tm is as low as 0.2, and that the best quality is achieved when Td/Tm is about 0.25. At values between 0.25 and 0.5, the quality of the surface does not appreciably increase, but the rate of formation of the coating increases.
[0034]In the preferred embodiment of the invention, the primary metallic constituent should be biocompatible, and the reactive constituent should form a compound with the primary that is electrically conductive, biostable, has anodic and cathodic corrosion resistance and has a cubic crystal structure which can grow in a [1,1,1] configuration. Examples of materials are nitrides, oxides and carbides of Ti, Ta, Nb, Hf, Zr, Au, Pt, Pd and W. In the preferred embodiment, titanium is the primary metallic constituent and nitrogen is the reactive constituent. This process will work with a substrate composed of any material capable of reaching a temperature (Td as described above) which permits diffusion and intermixing, such as platinum.
[0035]In the preferred embodiment of the invention, titanium is deposited directly onto the substrate in the presence of argon plasma to form an adhesion layer which is inter-diffused with the substrate. The inter-diffusion layer is preferably grown to a thickness of approximately 500 nanometers.
[0036]After the growth of the adhesion layer, nitrogen gas is introduced such that the flow ratio of N:Ar is approximately 1:1 to 1.25:1. The partial pressure of N should be kept low such that the ionization percentage of N is also low. This results in a plasma system having high percentages of Ar ions and low percentages of N ions. Since the percentage of ionized N is held low in the processing chamber, it does not react with the Ti until after it has deposited on the substrate or previously condensed surface. The resulting coating is thus composed of titanium nitride.
[0037]In addition, for proper growth of the crystalline structure, it is necessary to have the plasma flux strike the surface of the substrate at a normal angle such that the maximum amount of energy is imparted to the substrate to allow the inter-diffusion to occur. Atoms of titanium striking the surface at a normal angle have a greater tendency to "stick" to the surface, while atoms striking at an oblique angle have a greater tendency to skip off of the surface without sticking. This applies both when the pure titanium is being deposited in the inter-diffusion layer, and also when the layer of titanium nitride is being deposited. This tends to reduce or eliminate nucleation sites and allows not only the inner diffusion of the base alloy in the coating but also promotes the growth of the columnar structures.
[0038]Because it is desired to have the plasma flux strike the surface at a normal angle, for substrates having a complex shape, it is necessary to utilize a magnetron which approximates a cylindrical shape to ensure that there is a sufficient amount of plasma flux reaching the surface of the substrate at a normal angle, rather than at an oblique angle, such that the sharp peaks on the pyramidal-shaped structures are produced. For these purposes, an actual cylindrical magnetron could be used, or the magnetron could be composed of several planar magnetrons arranged in a circular configuration, such as to surround the substrate.
[0039]Several trials were conducted under varying conditions. The trials were conducted using a PVD setup having specific characteristics. Because many different PVD setups may be used, the power required in any specific setup to achieve the same results will vary. All that is required is for the PVD setup to use the amount of power that will cause the temperature of the substrate to reach the desired level, such that the Td/Tm ratio is in the proper range. The power required may therefore vary from setup to setup.
[0040]The results of the first trial are shown in FIGS. 1 and 2 and represent a prior art surface. Titanium was deposited at a power of 1000 W with an N:Ar flow ratio of 1:1. The Td/Tm ratio in this case is well below the 0.2 threshold. A PVD setup having a planar magnetron, such as is shown in FIG. 3a, was used, although the shape of the magnetron is irrelevant unless device having complex shapes (i.e. not flat) are being coated. The resulting coating shows fibrous columns with a large percentage of internal porosity. FIG. 1 shows a coating formed when the plasma flux strikes the surface at an angle normal to the surface, while FIG. 2 shows a coating formed when the plasma flux strikes he surface at an oblique angle. Neither the coating in FIG. 1 or FIG. 2 shows signs of inter-diffusion of the base alloy and the coating, which is expected in a low-energy deposition.
[0041]A second trial was conducted according to the present invention. Titanium was deposited at a power of 4000 watts with an N:Ar flow ratio of 1:2. The increase in power to 4000 W produced a substrate temperature of about 485° C., resulting in a Td/Tm ratio of 0.29. The resulting coating has continuous columns with a low percentage of porosity and a mix of pyramidal-shaped structures and flat-topped structures. This surface is shown in FIG. 4. This process also resulted in the production of a 500 nanometer inter-diffusion later between the coating and the substrate. Although the porosity was reduced and the columnar structures were formed, the lack of pyramidal-shaped structures on the surface having well defined peaks resulted in the coating having a double layer capacitance and after-potential polarization that showed no improvement over prior art coatings. The failure in this case to form the sharp peaks can be attributed to the Ar:N flow ratio of 2:1.
[0042]Trial 3 shows a coating formed according to the preferred embodiment of the invention. Here, titanium was deposited at a power of 4000 watts with N:Ar flow ratio of 1:1. As in the previous trial, the Td/Tm ratio is 0.29, but in this case, the flow ratio of N:Ar has been adjusted. The resulting structure has continuous columns with a low percentage of porosity and surface structures having sharp, well defined, pyramidal-shaped peaks. Ideally, the size of the surface structures is about 0.5 microns. The surface of this coating is shown in FIG. 5, clearly showing the pyramidal-shape structure having well defined, sharp peaks. FIG. 6 shows a cross-section of the coating showing the continuous columns and low porosity.
[0043]FIG. 7 is a graph showing the resulting capacitance of the various surfaces. It can be seen that the electrochemical capacitance for trial 1, which is a prior art type surface is relatively low and for trial 2 the capacitive performance is lower than with the prior art surface. The capacitance for trial 3, showing the preferred embodiment of the invention, approaches 70 μF/cm2. The thickness of the coating should range between 2.5 microns and 8 microns in thickness for optimal performance. It has been found that coatings less then 2.5 microns in thickness exhibit a significant drop off in capacitance, while coatings above approximately 7 microns and up to 8 microns reach a maximum capacitance. Note that by increasing the thickness of the coating according to the parameters of the preferred embodiment (Trial 3) the capacitance can be raised to between 90 and 100 μF/cm2.
[0044]FIG. 8 shows the after-potential polarization of the various surfaces. To measure after potential polarization, a sample electrode is immersed in a solution of water and 0.9% molar NaCl along with a counter electrode with an area of greater than 2 times the coated electrode. A periodic signal, such as a square wave, is sent through the sample using a 10 μF capacitive discharge through a 500 ohm resistor. The periodic wave has an amplitude of 5 volts, a pulse length of 1 ms and a frequency of 1 Hz. The resulting waveform is then captured on a data logger. The voltage at 20 ms after the leading edge of the signal is recorded as the "after-potential" polarization. It is desired that the after potential polarization be as low as possible and it can be seen that the preferred embodiment in the invention in Trial 3 shows the desired characteristics.
[0045]FIG. 9 shows a three dimensional graph of power and mixture versus performance, based on various trials. The performance measure has been standardized to reflect desired results for capacitance and after-potential polarization. As can be seen, the dark peak between 60 and 100, representing the best-performing surface, is achieved using high energy with a Ar:N flow ratio of approximately 1:1.
[0046]It can clearly be seen from FIGS. 7-9 that Trial 3 produced the best results, having better capacitance and after-potential polarization performance than prior art surfaces. Trial 2, using an Ar;N flow ratio of 2:1 clearly produces an inferior surface, having characteristics worse than the typical prior art surface.
[0047]The key to the invention is the use of a high energy PVD system that is capable of raising the temperature of the substrate to a point where intermixing of the substrate metal and the primary metallic constituent is possible, and, secondly, such that diffusion of the condensate occurs during deposition, such as to reduce nucleation sites in the coating. Additionally, the introduction of the reactive constituent, for example, nitrogen, in the proper ratio, promotes the formation of the [1,1,1] crystal structure, resulting a surface having the well-define, sharp, pyramidal-shaped structures.
[0048]Note that the specific materials mentioned in the trials, as well as the parameters under which the coatings were formed are meant to be exemplary in nature, and not the exclusive method of producing a coating according to this invention. Other parameters may be used to produce similar results with different materials. Any combination of materials and parameters producing a coating having the desired characteristics is meant to be included within the scope of this invention, which is defined in the claims which follow.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2011-02-03 | Method for producing a coating through cold gas spraying |
| 2010-12-02 | Polarizing coatings having improved quality |
| 2012-04-19 | Method for producing coating having desired gloss value |
| 2010-11-25 | Method for processing an object with miniaturized structures |
| 2011-05-05 | Method for patterning a surface using selective adhesion |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-09-01 | Synthesis of si-based nano-materials using liquid silanes |
| 2016-06-09 | Method to deposit cvd ruthenium |
| 2016-05-19 | Evaporation unit and method for evaporating an object with said type of evaporation unit |
| 2016-01-21 | Methods and apparatus for depositing a cobalt layer using a carousel batch deposition reactor |
| 2015-12-03 | In-situ corrosion resistant substrate support coating |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-06-25 | Biomedical electrode |
| 2014-12-04 | Biocompatible implantable electrode |
| 2014-04-17 | Titanium based ceramic reinforced alloy for use in medical implants |
| 2014-02-06 | Device for the elimination of liquid droplets from a cathodic arc plasma source |
| 2012-04-19 | Optimum surface texture geometry |
| Top Inventors for class "Coating processes" | |
| Rank | Inventor's name |
|---|---|
| 1 | Xinjian Lei |
| 2 | Shou-Shan Fan |
| 3 | Shunpei Yamazaki |
| 4 | Kai-Li Jiang |
| 5 | Stephen D. Pacetti |