Patent application title: Method For Producing Heavy Highly Adhesive Protective Coatings on Valve-Metal Parts By Micro-Arc Oxidation
Inventors:
Aleksej Aleksandrovich Nikiforov (Novosibirsk, RU)
IPC8 Class: AC25D1100FI
USPC Class:
205322
Class name: Electrolytic coating (process, composition and method of preparing composition) forming nonmetal coating predominantly titanium, vanadium, zirconium, niobium, hafnium, or tantalum substrate
Publication date: 2008-11-20
Patent application number: 20080283410
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Method For Producing Heavy Highly Adhesive Protective Coatings on Valve-Metal Parts By Micro-Arc Oxidation
Inventors:
Aleksej Aleksandrovich Nikiforov
Agents:
LADAS & PARRY LLP
Assignees:
Origin: NEW YORK, NY US
IPC8 Class: AC25D1100FI
USPC Class:
205322
Abstract:
The invention relates to electrochemistry, in particular to anodizing
parts made of valve metals such as aluminium, titanium, tantalum etc and
alloys thereof and can be used for producing solid heat-resistant and
wear-resistant coatings for mechanical engineering. A method consists in
placing a part in an electrolyte on a current-conductive holder coated
with an insulating material, producing a working voltage between said
part and electrolyte and raising the voltage until a micro-arc discharge
is originated on the part surface. The holder of the part is externally
coated with, an electroinsulating material at the air-electrolyte
interface. The technical result of the invention is to produce by
micro-arc oxidation heavy protective coatings which exhibit a
high-hardness, have a low friction factor and a high adhesion to a base
material on the parts made of the valve metals or alloys thereof.Claims:
1. A method for producing heavy protective coatings exhibiting a high
adhesion on parts of valve metals or alloys thereof by micro-arc
oxidation, comprising placing a part in an electrolyte on a
current-conducting holder coated with an insulating material, producing a
working voltage between said part and said electrolyte, raising the
voltage until a micro-arc discharge is originated, characterized in that
the holder of the part is externally coated with an electroinsulating
material at the air-electrolyte interface.Description:
FIELD OF THE INVENTION
[0001]The invention relates to electrochemistry, in particular to anodizing parts made of valve metals such as aluminium, titanium, tantalum etc and alloys thereof and can be used for producing solid heat-resistant and wear-resistant coatings for mechanical engineering.
PRIOR ART
[0002]Known is a method of micro-arc oxidation of valve metals taken as a prototype (cf. A. N. Novikov "Repair of parts of aluminium and alloys thereof", Orel, the Orel State Agricultural Academy, 1997, pp. 32-33), which comprises placing a part in an electrolyte on a current-conductive holder, producing a working voltage between said part and said electrolyte, raising the voltage until a micro-arc discharge is originated on the part surface. To avoid forming a protective film on said part or suspension portions not to be oxidized, special removable fluoroplastic or capralon jackets are manufactured to cover same on application of coatings.
[0003]The known method of micro-arc oxidation makes it possible to obtain QA'd coatings having a limiting thickness of up to 60-70 mcm.
[0004]The main defects of the known method are an insufficient thickness of the obtainable coating and a low adhesion of the coating to a base material, which is explained by the fact that the thickness of said coating is linearly increased as a voltage is raised and what is more the rate of film growth begins reducing abruptly (up to 5 mcm/hr) on achievement of certain thickness (60-70 mcm in the example cited). With such rates of film growth no thick coatings can practically be produced for a real suitable time, which fact is associated with the shunting of a part by a conductive steam-and-gas phase (electrolyte vapors in air) at the air-electrolyte interface.
[0005]Besides, the further slow growth of a protective film on a part is not accompanied by improvement of its adhesion to the base material. This is explained by the fact that as a current intensity is reduced, micro-arc discharges are attenuated which originate on a part surface and warm up the very protective film through the entire thickness thereof and the near-the-surface layer of material of the part. Such local microwarm-ups of the at-the-surface part layer cause the origination of "microcraters" to be covered by an oxide film and what is more adhesion of a protective coating is considerably enhanced to the base material of said part.
ESSENCE OF THE INVENTION
[0006]The technical task of the present invention is a produce heavy protective coatings having a high hardness, a low friction factor and a high adhesion to the base material on valve-metal parts or alloys thereof by micro-arc oxidation, which fact permits excluding lubrication when using the parts in friction pairs.
[0007]The solution of said technical task in a method for producing heavy protective coatings exhibiting a high adhesion on parts of valve metals or alloys thereof by micro-arc oxidation, comprising placing a part in an electrolyte on a current-conductive holder coated with an insulating material, producing a working voltage between said part and said electrolyte, raising the voltage until a micro-arc discharge is originated on a part surface is provided by the fact that the holder of the part is externally coated with an electroinsulating material at the air-electrolyte interface.
[0008]Coating the holder of a part externally with an electroinsulating material at the air-electrolyte interface permits eliminating the influence of a steam-and-gas phase, or to be more exact, to avoid shunting the part and reducing a current quantity thru the part, a factor that creates conditions for a voltage raising further and hence for a further rapid growth of thickness of the protective coating. With comparative mechanical tests performed and directed to determining an amount of coating adhesion to the base material of the part it has been found that on the parts coated according to the claimed method, there occurs separation of a part surface on the base material but not on the lower boundary of a protective film, as is the case with the prototype. The claimed method makes it possible to considerably increase the thickness of the obtainable coatings on valve-metal parts and to enhance adhesion of the coating to the base material.
SUMMARY OF THE DRAWINGS
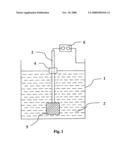
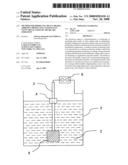
[0009]FIG. I shows a picture of an installation that explains realization of the method claimed. The installation for producing protective coatings on valve-metal parts or alloys thereof by micro-arc oxidation comprises a metal bath I with an electrolyte 2, in which a part 5 is mounted on a current-conductive holder 3 with an electroinsulating coating 4 at the air-electrolyte interface, said part being connected to one of the terminals of a power source 6, another one--to the metal bath I.
BEST MODES OF CARRYING OUT THE INVENTION
[0010]An installation is operated in the following manner. A positive voltage is supplied (or an alternating bias voltage) to the part 5 from the power source 6. There proceeds a normal anodizing process, in which an oxide film is formed and the voltage continues to rise up to a certain value (about 100 V) whose achievement provides for creating on a part surface, the conditions required for the origination of micro-arc discharges piercing an anode oxide film to form a new thicker protective coating at breakdown places. With origination of micro-arc discharges, the current starts to increase and diminish as a thickness of the protective coating is increased. If the voltage on the source 6 is not increased, a process of film growth will stop at specified level. For the thickness of the protective coating to grow further, it is necessary to increase the voltage on the power source. However, a negative phenomenon is observed thereat. On the holder 3 portion that is not immersed into an electrolyte bath, at the point of transition of air-electrolyte (because of electrolyte vapors present in air) there forms a porous protective coating through which a main current is passed from the source 6 and which actually shunts the power source. If the process is not terminated, the material of the holder will quickly transform into porous out-growths and, consequently, will be consumed and disintegrated. Owing to the presence of the electroinsulation 4 at the electrolyte-air portion one can succeed in precluding the formation of said porous out-growths and, as so, in removing the spurious shunting of the power source 6 thereby to considerably increase a voltage on the part, a factor that will facilitate a further growth of thickness of the protective coating.
TECHNICAL APPLICABILITY
[0011]Experiments were made for a practical comparison of obtainable coatings according to the prototype and the method claimed. The results of the coatings so obtained are cited in Examples 1 and 2.
EXAMPLE I
[0012]A coating was applied to an aluminium alloy, D16 grade, in an electrolyte containing 2 g/l KOH (caustic potash) and 9 g/l water glass. The time of coating was 20 min at the temperature of the electrolyte of 20° C. and a current density of 20 A/dm2. The holder was an aluminium wire.
[0013]The thickness of a coating thus obtained was:
[0014]22 mcm for an unprotected holder;
[0015]47 mcm for a protected holder.
EXAMPLE 2
[0016]A coating was applied to an aluminium alloy, D16 grade in an electrolyte containing 2 g/l KOH (caustic potassium) and 9 g/l water glass. The time of coating was 150 min at the temperature of the electrolyte of 20° C. and a current density of 20 A/dm2. The holder was an aluminium wire.
[0017]The thickness of a coating thus obtained was:
[0018]108 mcm for an unprotected holder;
[0019]223 mcm for a protected holder.
[0020]Thus, the claimed method allows one to substantially raise a voltage on the holder of a part and to increase the thickness of an obtainable coating more than twice. On check of adhesion of the coating to a base material, separation of the coating occurred not at the lower boundary of a protective film, as in the case of the prototype, but on the base material.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-11-13 | Hydrogen production process with carbon dioxide recovery |
| 2014-10-23 | Method for synthesis of nano-crystalline metal oxide powders |
| 2014-10-30 | Photoactive article, process for making, and use of same |
| 2014-11-13 | Capacitance detection in electrochemical assay |
| 2014-11-20 | Particle analyzer and particle test control method and device thereof |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-03-17 | Anodizing container |
| 2012-07-12 | Method for synthesis of titanium dioxide nanotubes using ionic liquids |
| Top Inventors for class "Electrolysis: processes, compositions used therein, and methods of preparing the compositions" | |
| Rank | Inventor's name |
|---|---|
| 1 | Benjamin J. Feldman |
| 2 | Adam Heller |
| 3 | Michael S. Lockard |
| 4 | Fei Mao |
| 5 | Joseph A. Vivolo |