Patent application title: Apparatus for Removing Material, Use of Gas Inclusions in an Abrasive Liquid and Process for Grinding and/or Polishing Surfaces
Inventors:
Oliver Fahnle (St. Gallen, CH)
Wilhelmus Messelink (St. Gallen, CH)
Torsten Wons (Altstatten, CH)
Assignees:
FISBA OPTIK AG
IPC8 Class: AB24B100FI
USPC Class:
451 40
Class name: Utilizing fluent abradant by blasting with nonatmospheric fluid carrier
Publication date: 2008-10-23
Patent application number: 20080261493
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Apparatus for Removing Material, Use of Gas Inclusions in an Abrasive Liquid and Process for Grinding and/or Polishing Surfaces
Inventors:
Oliver Fahnle
Wilhelmus Messelink
Torsten Wons
Agents:
SHOEMAKER AND MATTARE, LTD
Assignees:
FISBA OPTIK AG
Origin: SILVER SPRING, MD US
IPC8 Class: AB24B100FI
USPC Class:
451 40
Abstract:
The invention relates to an apparatus for removing material from a surface
of a workpiece during grinding and/or polishing of the surface by means
of abrasive particles which are delivered by a liquid. The apparatus
comprises a device for setting the gas content in the liquid, in
particular for adding gas, in particular air, to the liquid.Claims:
1. A process for grinding or polishing a surface of a workpiece using
abrasive particles which are delivered by a liquid, whereby the removal
rate is controlled by setting the gas content in the liquid, wherein the
surface is ground or polished with abrasive particles having a mean grain
diameter of less than 50 μm.
2. The process according to claim 1, wherein said mean grain diameter is in the range from 1 μm to 10 μm.
3. The process according to claim 1, wherein the surface is treated with abrasive particles of the same size for each removal rate.
4. The process according to claim 1, further comprising a step of adding gas to the liquid.
5. The process according to claim 1, wherein the gas consists of air.
6. The process according to claim 1, wherein the liquid is supplied with gas amounting to 0% to 70% of the total volume of the liquid and gas.
7. The process according to claim 1, comprising a first grinding step wherein gas is admixed with the liquid for grinding the surface and a second polishing step wherein no gas is admixed with the liquid for polishing the surface.
8. The process according to claim 1, wherein the delivery pressure of the liquid is kept constant at less than 100 bar, for both grinding and polishing.
9. The process according to claim 7, wherein the delivery pressure of the liquid is kept constant at less than 50 bar.
10. The process according to claim 1, wherein the liquid used is predominantly water.
11. The process according to claim 1, wherein gas bubbles which are larger than the abrasive particles are generated in the liquid.
12. A process for removing material from a surface of a workpiece during granting an polishing using abrasive particles which are delivered by a liquid, comprising the step of changing between grinding and polishing by setting the gas content in the liquid, wherein the surface is selectively ground or polished with abrasive particles of the same size.
13. The process according to claim 12, wherein the surface is both ground and polished with abrasive particles with a mean grain diameter of less than 50 μm.
14. The process according to claim 13, wherein the mean grain diameter is in the range of 1 μm to 10 μm.
15. A process for abrasive treatment of a surface of a workpiece comprising the steps of:directing an abrasive fluid comprising a liquid at a constant delivery pressure and abrasive particles having a mean grain diameter less than 50 μm against said surface, andcontrolling the removal rate of the abrasive fluid on the workpiece surface only by adjusting the gas content in the liquid.
Description:
[0001]This application is a division of application Ser. No. 11/186,802,
filed Jul. 22, 2005.
BACKGROUND OF THE INVENTION
[0002]The invention relates to the use of gas inclusions in an abrasive liquid and to a process for removing material during grinding and/or polishing of surfaces of workpieces.
[0003]It is known to grind or polish surfaces using abrasive particles which are delivered in a liquid. This has the advantage that there is no need for a grinding tool.
[0004]The material-removal rate from the surface depends firstly on the size of the abrasive particles in the jet. Secondly, it depends on the energy and therefore the velocity of the particles at the instant that they strike the surface. The material-removal rate is to be understood as meaning the amount of material removed per unit time.
[0005]U.S. Pat. No. 5,700,181 has disclosed, for example, a process for grinding and a nozzle for accelerating the abrasive liquid. The abrasive liquid is delivered into the nozzle at a high pressure and from the nozzle is accelerated onto the surface. The acceleration takes place firstly in the nozzle and secondly in the gap between the nozzle and the workpiece which is to be processed.
[0006]A similar process is known from EP 1 409 199. A tool with a wide outlet is used instead of a nozzle. The acceleration of the abrasive particles takes place in the gap between the outlet and the surface.
[0007]These known processes have the drawback that processes which remove large amounts of material, in particular grinding, have to use coarser abrasive particles than precision-grinding and polishing processes. The coarser particles also produce coarser grinding tracks, which then have to be smoothed using the finer grain. Also, the transition from grinding to polishing cannot take place continuously. The abrasive has to be switched between grinding and precision grinding/polishing.
[0008]The use of particles of different coarseness requires extremely thorough cleaning of the equipment and the workpiece if finer grinding or polishing is to be carried out. If coarser particles are still present during the precision grinding or polishing, these particles lead to deep scratches, which can render the entire workpiece unusable.
[0009]Different appliances are often used for grinding and polishing. These appliances can, for example, work at different pressures. This increases the procurement or production costs. Moreover, the workpiece has to be transported during the processing operation. This in turn increases the working time and the production costs. Moreover, contamination can result or the workpiece may be damaged.
SUMMARY OF THE INVENTION
[0010]The object of the present invention is to avoid the drawbacks of the known prior art, i.e. in particular to provide an improved apparatus and an improved process for grinding and/or polishing surfaces, in which it is simple to change between grinding and polishing. In particular, the material-removal rate is to be set individually in the simplest possible way.
[0011]This object is achieved by the use of gas inclusions in the abrasive liquid and by a process for removing material during grinding and/or polishing of surfaces as described below. Surprisingly, it has been found that for the same size of abrasive grain and the same process parameters (e.g. delivery pressure), the material-removal rate rises with an increase in gas content. If the apparatus is provided with a device for setting the gas content in the liquid, therefore, it is easy to control or alter the material-removal rate. It is possible, by virtue of the present invention, to achieve high material-removal rates with relatively small grain sizes. Setting a high gas content increases the material-removal rate without larger abrasive grain having to be used.
[0012]In this context, it is advantageously also possible for the material-removal rate and also the transition from rough grinding to precision grinding and to polishing to be varied continuously. Also, the grain size of the abrasive grains and the delivery pressure of the abrasive liquid can be kept the same for both rough and precision grinding and for polishing. The material-removal rate is controlled and if necessary altered in a simple way by setting the gas content in the liquid. It is possible to use the same delivery pressure and the same size of abrasive grain. There is no need to change from one grain size to another, with the associated cleaning of the machine.
[0013]The apparatus for removing material from a surface of a workpiece during grinding or polishing of the surface by means of abrasive particles which are delivered by a liquid for this purpose preferably comprises a device for admixing gas to the liquid.
[0014]This gas is preferably air, since air is inexpensive and does not pollute the environment. Other gases or gas mixtures, e.g. argon, helium, nitrogen, CO2 or oxygen, can also be used, however, and are not excluded from the invention. The gas may be present in the liquid either in the form of gas bubbles or in dissolved or bound form.
[0015]The present invention brings the advantage that a workpiece can be both ground and polished as required by means of a single apparatus. The more gas the abrasive liquid contains, the greater the material-removal rate. Expensive steps which are also tricky in terms of the process engineering involved, such as cleaning of the workpiece or the appliance or transporting of the workpiece from one appliance to another, are therefore eliminated.
[0016]The advantages of the present invention are particularly advantageous for the grinding and polishing of high-precision parts, such as for example parts used in optics or medical technology. The broad versatility of the apparatus and process allows both spherical and aspherical shapes to be accurately ground and polished.
[0017]It is advantageous if the device for admixing the gas to the liquid comprises an arrangement for setting the quantity of gas added. In this case, it is advantageous if the quantity of gas supplied can be varied continuously. This makes it possible, for example, to increase the material-removal rate by increasing the quantity of gas. Reducing the gas quantity leads to less material being removed. Precision-polished surfaces can preferably be achieved by complete removal of the gas.
[0018]The device for admixing the gas to the liquid may, for example, be arranged in a tank for the liquid. It is also conceivable for the device to be arranged in a pump for delivering the liquid or in a delivery line for the liquid. Combinations of these arrangements for more efficient and controlled addition of the gas are advantageous.
[0019]The gas may, for example, be added using a propeller in the tank. Furthermore, it is possible to provide a pressure connection to the line, the tank or the pump. Moreover, it is also possible for the gas to be added chemically, e.g. using tablets. By way of example, a chemical substance which has been pressed into the form of a tablet and which reacts on contact with water so as to release gaseous reaction products can be added, in a similar way to effervescent tablets. It is also conceivable for gas to be added electrolytically to the water or for gas to be generated electrolytically in the water. By way of example, by applying a voltage in the abrasive liquid, it is possible to separate water molecules in the abrasive liquid into hydrogen and oxygen. Combinations of the above possibilities as well as further possibilities with which the person skilled in the art will be familiar are also encompassed by the invention.
[0020]The gas content is controlled and set in accordance with the invention. The gas quantity (in percent by volume) is typically set to desired values. The gas may either be dissolved or bound in the liquid or may take the form of bubbles in the liquid.
[0021]It is also possible to use a regulating arrangement for regulating the gas content. In this case, the gas content in the liquid is measured on an ongoing basis and set as a function of this measurement.
[0022]If the gas is dissolved or bound, the mixing ratio can be determined on the basis of the viscosity of the abrasive liquid. The higher the gas content in the liquid, the lower the viscosity becomes.
[0023]If the gas is in the form of bubbles, the bubble size can be determined, for example, by an optical route. To have a favorable influence on the material-removal rate, it is advantageous if the gas bubbles which form are larger than the abrasive particles.
[0024]In both cases, the measurement preferably takes place between a pump for the abrasive liquid and an outlet opening for the liquid.
[0025]The material-removal rate at the surface of the workpiece is controlled by means of the gas content in the liquid. The higher the gas contents in the abrasive liquid the higher the material-removal rate.
[0026]The material-removal rate depends on the impact energy of the abrasive particles. The transition from grinding to polishing of surfaces can be controlled directly by means of the gas content in the abrasive liquid. The lower the gas contents in the abrasive liquids, the lower the material-removal rate, and therefore the more the surface is polished rather than ground. In the case of brittle surfaces, e.g. in the case of workpieces made from ceramic or glass, the transition from grinding to polishing may at the same time correspond to a transition from brittle to ductile removal of material from the surface (cf. for example Appl. Opt. 37, pp. 6771-6773 (1998)).
[0027]It is assumed that the material-removal rate is increased by the gas content in the liquid because the gas inclusions can be better compressed on impact than the liquid itself. The abrasive particles are therefore decelerated to a greater extent by the liquid than by the gas shortly before impact. The higher the gas content therefore, the greater the impact energy of the abrasive particles.
[0028]Furthermore, particles which are in a gas bubble are less strongly cooled on impact on the surface than particles which are surrounded by liquid. It is assumed that the increased temperature increases the probability of cracks forming. This increases the material-removal rate, since during brittle removal of material the removal of the material is preceded by the formation of a crack on the surface.
[0029]If the gas is not in the form of bubbles, but rather is dissolved in the liquid, the viscosity of the abrasive liquid drops. As a result, the abrasive liquid is accelerated to a greater extent for the same delivery pressure. This greater acceleration increases the impact energy of the abrasive particles.
[0030]Moreover, it is possible that further factors contribute to the increased material-removal rate.
[0031]An apparatus for practicing the invention is preferably designed to generate a delivery pressure of less than 100 bar, particularly preferably of less than 50 or even less than 20 bar. If, according to one of the above preferred embodiments of the invention, a gas is admixed with the liquid, it is possible to increase the impact energy of the abrasive particles. This allows the delivery pressure to be reduced for the same material-removal rate. Consequently, energy is saved on delivery compared to high-pressure arrangements, which has both economic and ecological benefits. A further reduction in the delivery pressure can be achieved by corresponding, suitable arrangements for accelerating the abrasive liquid. By way of example, it is possible to provide an arrangement for accelerating the abrasive liquid in which the abrasive liquid is advantageously accelerated to a velocity of over 20 m/s. As a result, the abrasive particles acquire the required energy for material to be removed. The increase in the energy of the particles is the square of the increase in the velocity of the jet.
[0032]The acceleration arrangement may, for example, have one or more nozzles.
[0033]The arrangement for accelerating the abrasive liquid may also include an arrangement for setting the distance between at least one outlet opening for the liquid and the surface. The acceleration can then be set between the at least one outlet opening and the surface as a function of the cross section of a liquid feed opening and the cross section of the gap between the surface and the at least one outlet opening. The smaller the gap by comparison with the cross section of the liquid feed opening, the greater the acceleration of the abrasive liquid. By way of example, the arrangement could be configured in accordance with EP 1 409 199.
[0034]The combination of mechanical measures for increasing the outlet velocity and the addition of gas to increase the impact velocity of the particles on the surface to be processed is particularly effective at reducing the delivery pressure required. At the same time, individual setting of the material-removal rate is possible on account of the controllability of the gas content. It is particularly advantageous that a better material-removal rate can be achieved for the same process parameters and the same abrasive liquid by supplying gas.
[0035]The abrasive particles preferably have a mean grain diameter of less than 50 μm, preferably from 1 to 10 μm. However, the grain size varies according to the particular application. The more finely the surface is to be polished, the finer the abrasive particles that are used.
[0036]If gas bubbles are generated, their diameters should be greater than the diameter of the abrasive particles.
[0037]The delivery liquid is preferably predominantly water. However, other known liquids are also within the scope of the invention. Other liquids, for example based on oil or alcohol, may also be suitable.
[0038]The use of gas inclusions in a delivery liquid for abrasive particles for influencing the material-removal rate during the removal of material from a surface of a workpiece during grinding or polishing of the surface is likewise within the scope of the invention. The gas is preferably air.
[0039]During the process for removing material from a surface of a workpiece for grinding or polishing the surface using abrasive particles which are delivered by a liquid, the material-removal rate is influenced by setting the gas content in the delivery liquid, in particular by admixing a gas to the abrasive liquid. It is preferable for the gas to be air, although other gases are not excluded from the invention.
[0040]It is preferable for gas amounting to 0 to 70% of the total volume to be added to the abrasive liquid. The greater the quantity of gas added, the higher the material-removal rate. No gas or only a small amount of gas is added for polishing of the surface, since a low material-removal rate is desired during polishing.
[0041]It is quite conceivable to vary the quantity and/or type of gas bubbles generated and/or the mixing ratio of the dissolved or bound gas with respect to the liquid during the material- removal process. For example, it is conceivable in particular to achieve high material-removal rates in a first step by supplying a large quantity of gas and then to reduce the quantity of gas supplied in a second step during the same processing process, in order thereby to reduce the material-removal rate. In this case, polishing takes place in a second step in which less gas or no gas is added.
[0042]In a preferred exemplary embodiment, the reduction in the gas supply is continuous. Consequently, the transition from grinding to polishing is not discrete.
[0043]It is advantageous for the delivery pressure of the abrasive liquid to be kept constant at less than 100 bar, advantageously less than 50 bar, particularly advantageously less than 20 bar, for both grinding and polishing. This simplifies the process, since there is no need to alter the delivery pressure of the liquid if the material-removal rate is to be varied.
BRIEF DESCRIPTION OF THE DRAWINGS
[0044]The invention is explained below on the basis of exemplary embodiments and drawings, in which:
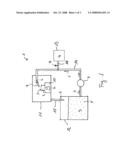
[0045]FIG. 1 diagrammatically depicts an exemplary embodiment of the apparatus according to the invention,
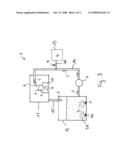
[0046]FIG. 2 diagrammatically depicts an alternative embodiment of the apparatus according to the invention, and
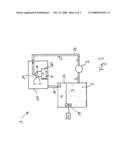
[0047]FIG. 3 diagrammatically depicts a further alternative embodiment of the apparatus according to the invention.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0048]FIG. 1 diagrammatically depicts a first exemplary embodiment of the invention. A workpiece 2 is located on a holder 10 in a closed vessel 11. The surface S which is to be ground and polished is on the top side of the workpiece 2. The holder 10 can be displaced along a longitudinal axis and rotated about a vertical axis. The movement of the holder 10 is indicated by the arrows B.
[0049]A liquid 3, in this example water, is located in a liquid tank 12. Abrasive particles 5 have been added to the water 3 in a concentration of 10% by weight. Abrasive particles 5 of silicon carbide with a grain size of 7 (m diameter are used. The abrasive liquid 3 is delivered by a pump 7 through the delivery line 14 in the direction indicated by the arrows 6. The delivery pressure is 12 bar.
[0050]The removal of material takes place at room temperature, i.e. at approx. 21° C. The mechanical loading can heat the abrasive liquid to approx. 25° C., which, however, has no adverse effect on the material-removal rate.
[0051]The delivery line 14 leads into the interior of the vessel 11, where the water 3 is accelerated to approx. 40 m/s using a nozzle 9. The nozzle 9 is directed onto the surface S, which moves with the holding apparatus 10 beneath it.
[0052]In a pressurized tank 13 there is air 4 which can be introduced into the water 3 via a connection line 16. The supply of air is varied by means of a valve 8. The higher the desired material-removal rate, the more air 4 is added to the water 3. The maximum air content in the water 3 is 70% of the total volume. The pressure in the tank 13 is 250 bar. The air 4 is supplied at a pressure of 14 to 50 bar. What is important in this context is for the feed pressure of the air to be greater than the delivery pressure of the water. For polishing, the air supply is suppressed or at least reduced.
[0053]The water 3 used is passed back into the tank 12 via a discharge 15. The abrasive particles 5 are therefore in a closed circuit indicated by the arrows 6. This keeps the consumption of material as low as possible.
[0054]The air supply is calibrated on a reference workpiece (not shown). The material-removal rate for the workpiece 2 can then be set as required on the basis of this calibration.
[0055]An alternative embodiment of the apparatus 1 according to the invention is illustrated in FIG. 2. As in the exemplary embodiment shown in FIG. 1, the abrasive liquid 3 in this embodiment is likewise in a closed circuit indicated by the arrows 6. The liquid 3 used is once again water.
[0056]In this example, unlike in the example shown in FIG. 1, a nozzle is not used to accelerate the water 3 onto the surface S of the workpiece 2. Instead, the abrasive liquid 3 emerges through a delivery head 17. The acceleration of the water 3 takes place in the gap 18 which is formed between the head 17 and the surface S. To control the width of the gap 18, the holding apparatus 8 can also be displaced in a vertical direction, as indicated by the arrows B. The smaller the surface area of the gap in relation to the cross-sectional area of the delivery line 14, the greater the acceleration. The ratio of the cross-sectional area of the delivery line to the surface area of the gap is in this example 10:1.
[0057]The material-removal rate is controlled by the supply of air 4 into the water 3 in the tank itself. Air 4 is located in the tank 12 above the water 3 and is stirred by a propeller 19 below the water 3. The propeller 19 is driven by an electric motor M. The rotational speed of the motor M determines the quantity of air 4 supplied. Since the water 3 is used in a closed circuit, the level of the water 3 is relatively constant. The propeller 19 is large enough in relation to the water tank 12 for fluctuations in the water level to have no adverse effect on the quantity of air supplied.
[0058]FIG. 3 shows an apparatus similar to that shown in FIG. 1. In addition, however, there is an apparatus for reducing the air content in the water 3 in the tank 12. The proportion of gas in the water can vary on the basis of surrounding parameters. In certain cases, it may be desirable or necessary for the gas content to be reduced in order to achieve the desired material-removal rate. This may be the case, for example, if the surface is to be particularly finely polished.
[0059]In accordance with FIG. 3, ultrasound emitters 20 are arranged in the tank 12 in order to reduce the air content in the water 3. These emitters emit ultrasound waves 21 which displace the air inclusions in the water 3.
[0060]Of course, other embodiments of the invention are also feasible. The examples mentioned here serve merely as an explanation and have no restricting effect.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2012-03-08 | Alloy cast iron for producing a seal, seal, and method for producing such a seal |
| 2012-07-19 | Electric power tool, in particular a grinding or polishing machine |
| 2009-10-22 | Apparatus and methods for using a polishing tape cassette |
| 2011-10-20 | Ophthalmic machine and method for machining and/or polishing a lens |
| 2012-05-17 | Method for manufacturing a flexible abrasive disc, and a flexible abrasive disc |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-06-30 | Equipment for removing protective coatings from substrates |
| 2016-06-09 | Combination venturi media blaster and water blaster assembly |
| 2016-03-24 | Method of cleaning and sanitizing medical instruments and accessories and apparatus therefor |
| 2016-03-03 | End effector adjustment systems and methods |
| 2016-01-21 | Cleaning of chamber components with solid carbon dioxide particles |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2008-10-09 | Method and apparatus for manufacturing optical elements |
| Top Inventors for class "Abrading" | |
| Rank | Inventor's name |
|---|---|
| 1 | Boguslaw A. Swedek |
| 2 | Hung Chih Chen |
| 3 | Jeffrey Drue David |
| 4 | Dominic J. Benvegnu |
| 5 | Chien-Min Sung |